
2018-08-17 click: 10602
摘要:針對齒輪測(cè)量中心(xīn)的發展情況,說明了三維數字測頭和測頭跟蹤技術產(chǎn)生的背景和必要性。闡(chǎn)述齒輪測量中(zhōng)心裏現有的(de)幾種測頭跟蹤技術,並指(zhǐ)出各種技術在(zài)實際應用中的優缺點。通過在齒輪測量(liàng)中心上應用測頭跟蹤技術進行(háng)擺(bǎi)線、凸輪軸及齒輪齒根輪廓的測量,說明測頭跟蹤測量的實(shí)用性與先進性,此技術今後可大量應用在未知曲線測量(liàng)方麵。
關鍵詞:齒(chǐ)輪測量中心;三維數字側頭;測頭跟蹤;擺線齒輪(lún)、凸輪軸測(cè)量;齒根輪廓測量
0 引言
齒輪測量中心是(shì)一(yī)種(zhǒng)測量回轉體工件類空間曲(qǔ)線誤差項(xiàng)目的專用測量儀器,采用計算(suàn)機和數控技術實(shí)現了測量的全部自動化。隨著齒輪行業(yè)的發展,齒輪測(cè)量中心的檢測目標不再是簡單的測量圓(yuán)柱齒輪、齒輪刀具(jù)等工件,而是提出了很多表麵曲線複雜,很難(nán)甚至不(bú)能(néng)用數學公式概(gài)括的工件,無法規劃測量軌跡,極大的增加了測量難度。最(zuì)新發展的利用三維數字測頭技術配合測頭跟蹤(zōng)技術就(jiù)是在(zài)這樣的技術要求下應運而生(shēng)。
1 齒輪測量中心及三維數字測頭
傳統(tǒng)的輪測量(liàng)中(zhōng)心包括機械係統、數控係統和測量係統三部分。機械係統作為齒輪測量中心的主體,主要包括(kuò)四個坐標(biāo)軸:切向軸X、徑向軸Y和垂直軸三個方向(xiàng)的直線(xiàn)軸,以及旋轉主軸Φ。四個坐標(biāo)軸都安裝有光柵傳感器,在運動控製指令下(xià)完成測量任務。測量係統(tǒng)隻有切(qiē)向(xiàng)X方向的電感傳感器,可以根據齒輪的漸開線(xiàn)原理,以Φ軸、X軸兩軸聯動的形式完成齒輪(lún)誤差的測量。
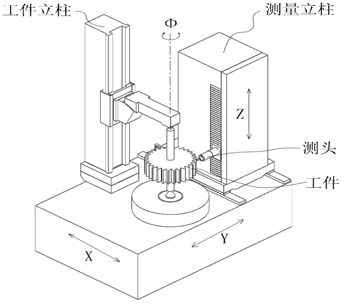
圖1齒輪測(cè)量(liàng)中心結構(gòu)
隨著技術的發展以及被測工件的複雜化和多樣化(huà),測量係統單一的切向測量已(yǐ)經不能滿足需要,很多工件都需要垂直方向和徑向方向的測量。所以目前齒輪測量儀器的生產商都在積極研發三維數(shù)字測頭,其中哈爾濱青青草网站測量儀器有(yǒu)限公司最早研發出三維數字測頭,並應用測頭跟蹤技(jì)術完成(chéng)了未知曲線的(de)測量。三維數字測頭是采(cǎi)用數字式光(guāng)柵作為基準元(yuán)件,在(zài)儀器切向(xiàng)(X)、徑向(Y)、垂直(Z)三(sān)個方向由軟件控製完成測(cè)力方向轉換,根據需要依靠精密的機械實現(xiàn)各向互鎖功能來進行配合測量,測頭上也有相應(yīng)的指示燈來顯示正在(zài)使(shǐ)用(yòng)哪個方(fāng)向(xiàng)的測力來進行(háng)測量,如圖1所示。三維數字(zì)測頭是齒(chǐ)輪測量中(zhōng)心的最(zuì)高配置,結合齒(chǐ)輪測(cè)量中心的四坐標軸係(xì)統,可完(wán)成各種複(fù)雜的測量任務。原(yuán)則上隻要測頭可以夠到的地方,配合相應的軟件,都可以進行測量(liàng)。三維數字測頭(tóu)具有測量精度高,測力可調範圍大,方向轉(zhuǎn)換靈活等優點。
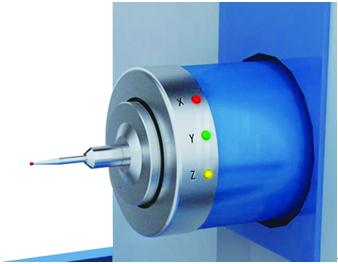
圖2三(sān)維數(shù)字測頭
2 測頭跟蹤技(jì)術
由(yóu)於測頭結構的限製,齒輪測量中心測頭每個(gè)方向的量程都在1mm左右,在不能規劃測量軌跡時,測頭的量程是不能完全(quán)覆蓋工件測量曲麵的變化(huà)範圍的(de),有些情況無法以傳(chuán)統的(de)“標準軌跡”方(fāng)法進行測量,如(rú)凸輪軸(zhóu)、擺線齒輪(lún)、圓(yuán)柱(zhù)齒輪齒根測量等情(qíng)況就無法完成。測頭跟(gēn)蹤技術是根據測(cè)頭傳(chuán)感器采集的數據來控製機器主體各軸的運動,使測量過程中測頭(tóu)在量程範圍之內工作,測頭工作範圍越小,說明(míng)跟蹤(zōng)的越好。根據測(cè)量中心的結構,未知曲(qǔ)麵采用徑向測量(liàng)是最簡單(dān)方便的(de)方法。徑向的機械結構簡單,慣性相對較小,控製精度高(gāo)。但對於有(yǒu)些法向變化大的曲線,還需要在測量(liàng)過程中進行轉換跟蹤坐標或者二軸、三(sān)軸(zhóu)同時跟蹤,優化跟蹤控(kòng)製方案,才(cái)可以取得滿意效果。所以測頭跟蹤技術最好是與(yǔ)三維(wéi)數字測頭配合使用。哈爾濱青青草网站公司(sī)為貴州群建設計的齒輪測(cè)量中心就(jiù)是采用三維數(shù)字測頭和直線電機配合測(cè)頭跟蹤技術實現了擺線齒輪、未知凸輪軸的測量。
測頭跟(gēn)蹤方法有很(hěn)多種,齒輪測量中心上應(yīng)用的有閾值限定法,超前控製(zhì)法等,還有根據(jù)電子齒輪軸軸跟蹤進行測頭跟蹤的。但是經過實(shí)踐,可以發現以上幾種方法都不能達到理想的跟蹤效果(guǒ)。閾值限定的跟蹤誤差在1mm之內,超前控製法的跟蹤誤(wù)差在0.3mm以內。運動控製卡自帶的電子(zǐ)齒輪功能也可以實(shí)現軸軸跟蹤(zōng),但由於運動控製卡的(de)限(xiàn)製(zhì),經(jīng)常(cháng)在某些條件下無法完成跟蹤任務,如在(zài)凸輪軸測(cè)量過程中,若在最大值點附近開始檢測,且測(cè)量(liàng)速度稍大,就無法完成跟蹤任務。可見其對(duì)測量速度的要求(qiú)很高。
精(jīng)達公司的測頭跟蹤技術,采用基於無模型自適應外環補償的魯棒滑模控製方法,實現了測頭的完美跟蹤。雖然滑模控製方法已經廣泛地應用在很多(duō)領域,但值得注意的是,從(cóng)本質上講滑模控製(zhì)方法是以被控對象的數學模型(xíng)為基礎建立的。眾所周知,在實際中無論采用何種建模或者辨識方法(fǎ),未建模特性和模型不確定性等因素(sù)總是存在並且可能會(huì)使基於該模型設計的控製係(xì)統的閉環性能變差甚至出現振蕩或發散的情況。與傳統的基於被控對象數學模(mó)型的控製方法不同,無模型自適應控(kòng)製是(shì)一種(zhǒng)建立(lì)在被控係(xì)統輸入和輸出數據基礎上的控製(zhì)技術(shù)。與傳統基於模型的控製方(fāng)法相比,無模型自適應(yīng)技術具有以下優點[1]:
1) 以被(bèi)控係統的輸入輸出數據為基礎,無需(xū)任(rèn)何係統先驗知識;
2) 無需在線或者(zhě)離線的訓練過程;
3) 計算量較小、結構簡單且容易實現。
無模型自適應外環補償控(kòng)製的主要設計步驟如下:
1) 在每個采(cǎi)樣點建立等效動態線性化模型;
2) 通過(guò)係統的輸入輸出數據對偽偏(piān)導進行(háng)估計;
3) 通過選擇適當的準測函數設計無模型自適應控製律。
帶有無模型自適應外環補償的工魯棒滑模控製係統結構如圖3、圖4所示。
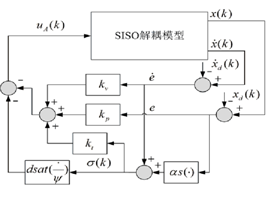
圖3魯棒滑模控製器結(jié)構示意圖
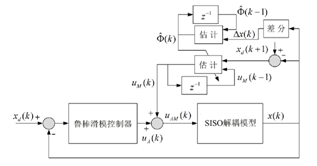
圖4帶有無模型自適應(yīng)外環補償的魯棒滑模控製結構(gòu)示意圖(tú)
對於離散非線性(xìng)係統(tǒng),考慮(lǜ)控製準則(zé)函(hán)數

基(jī)於CFDL的無(wú)模型自適應(yīng)控製律為

為(wéi)實現式(2)表示的無模(mó)型自適應控製(zhì),需要利用時變偽偏導  。但由於被控係統的模型未知,所以
。但由於被控係統的模型未知,所以  的精確值無法獲得。因此,需要利用係統的輸入和輸出數據近似估算
的精確值無法獲得。因此,需要利用係統的輸入和輸出數據近似估算  。設計了一種偽偏導估計準則函數
。設計了一種偽偏導估計準則函數

其中,  為
為  的估計值;μ >0為權重係數。
的估計值;μ >0為權重係數。
對上式關於  求極值,則
求極值,則  的估計算法可以表(biǎo)示(shì)為
的估計算法可以表(biǎo)示(shì)為

其中,η∈(0,1]為補償因子。權(quán)重係數μ的作用不是通常意義上的防(fáng)止出現奇(qí)點,而(ér)是調節  的估計變化(huà)速(sù)度。
的估計變化(huà)速(sù)度。
總結前述偽偏導估計方法(4)和控製算(suàn)法(2),無(wú)模型自適應控(kòng)製方案為:
 ,如果(guǒ)
,如果(guǒ) 或者,
或者, ,其中,
,其中,  為足夠小的正數,
為足夠小的正數,  為
為  的初值。
的初值。
采用無模型自適應外環補償(cháng)的(de)魯棒滑模控製方法進行測頭跟蹤,跟蹤誤差可以達到0.02mm以內(nèi)。
3.1 凸(tū)輪軸測量
凸輪軸是發動機、機油泵等機構裏關鍵零件。對於凸輪軸(zhóu)這樣的工件在齒輪測(cè)量(liàng)中心進行測量時,利用(yòng)齒輪測量中心獨有的精密回轉軸係,最方(fāng)便的測量方(fāng)式是采用極坐標測量方式,而極坐標測量(liàng)時,儀(yí)器徑向坐標在測量(liàng)控製過程中,由於與回轉主軸的運動非(fēi)線性,或者(zhě)根(gēn)本(běn)無法預知運動軌跡,利用前(qián)述測頭跟蹤技(jì)術很容易實(shí)現測量,對回轉圓光柵、徑向光柵及三維測頭徑向光柵進行數(shù)據采(cǎi)集處理,得到極(jí)坐(zuò)標的測量數據,並可(kě)進一步進行誤差處理,得到如凸輪軸升程誤差等項(xiàng)目。凸輪軸測量結果如(rú)下(xià):
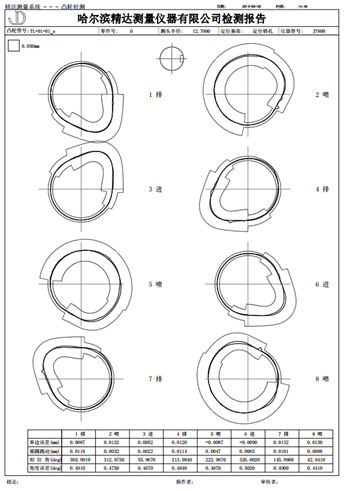
圖5凸輪軸測量報告(gào)單
3.2 擺線齒輪測量
擺線齒輪作為RV減速器的關鍵部件,是目前行業最熱門的齒輪研究對象,由於擺線齒輪傳動過程需要進行修(xiū)形設計製造,以利於傳動,同時,為提高擺線齒輪副傳動精度,減少機構“背(bèi)隙”,RV機(jī)構中的擺線齒輪要求很高的(de)製造精度。同理,在齒輪測量中心上,鎖定三維測頭的切向及垂直方向,主軸轉動,儀器徑(jìng)向通過三維測頭(tóu)的徑向測微功能,實現儀器徑向對主軸的測頭跟蹤(zōng)控製,采用極坐標測量方式,對齒輪誤(wù)差(chà)進行全量數據采集及誤(wù)差(chà)處理,完成擺線齒廓的測量,測量結果如下:
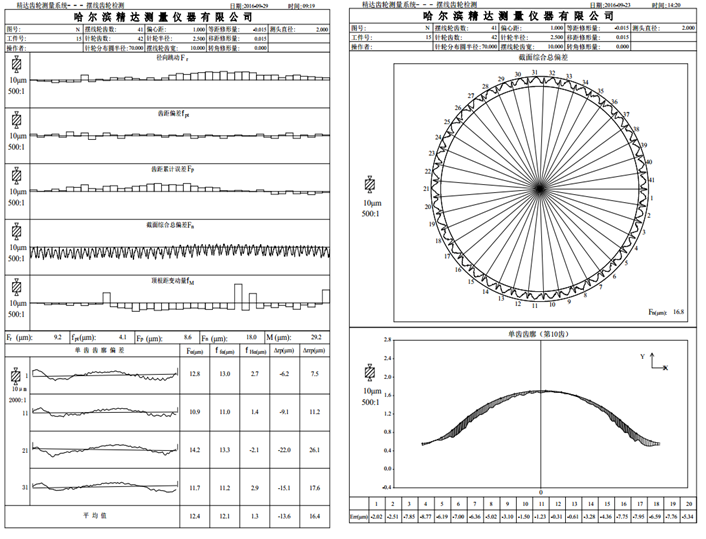
圖6擺線(xiàn)齒輪測量報告1 圖7擺線齒輪測量報告2
3.3 齒根輪廓測量
齒(chǐ)輪(lún)根部測量作為齒輪測量中心的擴展的輔助功能,隨著對齒輪製造質量的提高,越來越得到一些客戶的重視,齒輪根部不參(cān)與齒輪齧合,不影響傳動質量,但是,由於“滾(gǔn)剃”、“滾磨”製造齒輪工藝,會(huì)產生加工結合部(bù)的台階過渡(dù),會在齒輪使用過程中產生應力集中,影響齒(chǐ)輪受力情況。由於(yú)齒根曲線的不確定性,在傳統的齒輪齒廓(kuò)測量中,齒根部分是無法測量的。由(yóu)於齒輪齒根部分無法用確切的數學公式表達,屬於一種未知曲麵。而采用本(běn)文所論述的測頭跟蹤技術實現任意“未知(zhī)輪廓掃描”功能,可以(yǐ)很好的完成齒輪根部掃描測量,豐富、提升了齒輪測量功能。齒輪輪廓測量結果如下:
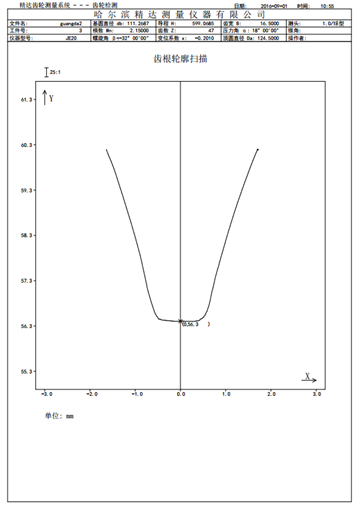
圖8齒輪(lún)齒根輪廓(kuò)打印報告
齒輪測量中心最早是針對圓柱齒輪測量發展起來的最新一代齒輪量儀,測(cè)量原理是(shì)采用標準軌跡精確(què)控(kòng)製形成所需(xū)要測(cè)量的空間標準理論軌(guǐ)跡曲線,由測微測頭(tóu)進行誤差采集後進行誤差處理(lǐ),完成所需要的誤差項目的(de)測(cè)量。
在標準軌跡控製的基礎上,增加測頭跟蹤技術,除(chú)上述方麵(miàn)的應用外,還可大為擴展齒輪測量中心的應用功能:
(1)未知齒輪輔助測繪功能,提高測量效(xiào)率;
(2)彌補大(dà)規格粗加工齒輪,標準軌跡法誤差超出測微測頭傳(chuán)感器量程時無法測量的不足;
(3)大模數滾刀“凸(tū)頭”的測量;
(4)各種未知輪廓、形(xíng)位誤差(chà)項(xiàng)目的測量。
本文針(zhēn)對齒輪測量中心的三維數字測頭和測頭跟蹤技術的必要性進行了分析和闡述,並通過實際應用展示了測頭跟蹤技術的優勢,實際(jì)上利(lì)用測頭跟蹤(zōng)技術可以對任意未知曲線進行測量(liàng),這不僅解決了特殊(shū)齒(chǐ)輪測(cè)量問題,還增加了齒輪測量中心(xīn)測(cè)量的靈活性,更是為比較(jiào)測量方法的(de)產(chǎn)生奠定(dìng)了技術基礎,讓齒輪測量向個(gè)性化測量的(de)發展方向邁出了一(yī)大步。
[1] Hou Z, Jin S. Model free adaptive control: theory and applications[M]. CRC
press, 2013.
[2] 周廣才 《齒(chǐ)輪坐標測量係統及齒輪坐標測量(liàng)方法的研究》天津大學 碩士論文,1993.3
上(shàng)一篇(piān) 重 要 聲(shēng) 明
 |
|
|
|
|
|
|
")