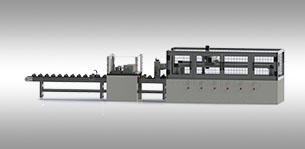
| 係(xì)統(tǒng)工作方式(shì)及功能特點
1.上料(liào)、工件傳(chuán)輸方式:
1.1 傳送帶傳送:從上料到檢測工位,采用的是傳送帶傳送方式, V型的粗定位塊,在計算機(jī)的控製下,電機驅動傳送帶,工件逐件移動。
1.2桁架(jià)式(shì)機械手傳送:從檢(jiǎn)測工位到周轉箱,采用桁架式機(jī)械手傳送,根據檢測(cè)完成(chéng)蝸杆的M值,控製機械手把工件擺放(fàng)到相應的周轉箱中的指定位置(zhì)進行“碼垛”處理。
2.齒麵清理及軸向粗定位工序(xù)
通過計算機控製軸向(xiàng)粗定位裝(zhuāng)置運動,使工件的一端與固定的右頂尖對齊,並使工件旋轉,同時壓縮空氣吹齒(chǐ)槽表麵(miàn),去除表麵的贓(zāng)物。
3.定位舉起工序
為適應不同直徑的蝸杆(gǎn)和使測量係統水平放置,采用定位舉起機構,蝸杆經傳送帶(dài)移(yí)動到測量(liàng)位置,定位舉起機(jī)構通過2個V型塊(kuài)將其舉起(qǐ)到合適的位置,讓檢測位置自動裝夾係統精確定位。
4.測量工(gōng)序
工(gōng)件在精確定位位(wèi)置(zhì)通過(guò)電機帶動旋轉360°,采用青青草网站特殊(shū)設計的“雙片(piàn)簧精密測量機構”數字式二維(wéi)測頭,對齒槽進(jìn)行測量,工件軸(zhóu)向采取“測頭跟隨(suí)”技術進行(háng)控製,采集測頭測量數據,進行誤(wù)差處理(lǐ),計算出(chū)蝸杆的平均M值。
5.激光打標工序
檢測(cè)完成的工件,傳送(sòng)到下一工位,進行測量結果的激光打標處(chù)理。采用纖維激光打標機,可以按照客戶(hù)要求出包含工件信息及精度測量結果的二維碼標誌,以便後(hòu)續可以有效地被掃描儀讀(dú)取數據。
6.分(fèn)組裝箱“碼垛”工(gōng)序
由桁架式機械手對測量、打標完成的(de)工件向(xiàng)“周轉箱”進場裝箱,不同“周轉箱”可擺放(fàng)不同蝸杆M值大小的分組工件。裝置外圍有安全護欄防護。
7.特殊設計的係統硬件控(kòng)製及係統處理軟件
以總線方式組建整個測量係統的硬件係統,通用微機進行(háng)動作、測量、數據采集全程控製,特殊以VC架(jià)構開發的軟件係統,監視整個測量流(liú)程,計算(suàn)機顯示器,實(shí)時輔助顯(xiǎn)示測量結果,並可(kě)對測量數據庫進行統計分(fèn)析(CP.CPK值(zhí)),測(cè)量數據管理,脫機查(chá)看,打印輸出。 |

")