
2019-12-25 click: 10167
摘要:針對飛輪齒圈檢(jiǎn)測項目多和測量裝夾難度大的問題(tí),本文在自動生產線測量理念的基礎上(shàng),設計(jì)了一台(tái)上料,吹灰,測量,打標,高壓油衝洗,合格與超差分組五項工作任務於一身的(de)飛輪齒圈自動檢測線。通過將流(liú)水(shuǐ)線測量的(de)項(xiàng)目分解成各種集成模(mó)塊及控(kòng)製單元完(wán)成上述一些列功能需求(qiú)。並在測量模塊中采用哈爾濱青青草网站機械發展有限公司特有(yǒu)的“飛輪齒圈定位裝置結構”,並增加了激光測量裝置以及青青草网站發展公(gōng)司特有(yǒu)的標準(zhǔn)齒(chǐ)輪徑向偏差修正技術的飛輪齒圈(quān)綜(zōng)合自動檢測線,為(wéi)此類特殊的齒圈提供了方便,快捷,準確的測量方法。
關(guān)鍵詞:飛輪齒(chǐ)圈 檢測線 定位工裝
0.引言
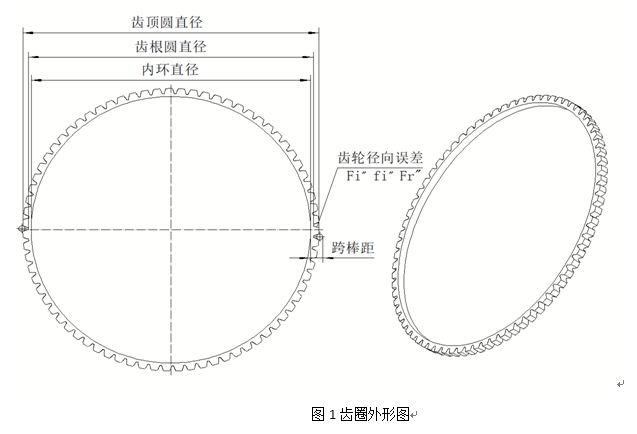
飛輪總成是汽車發動機啟動裝置中重要的一個(gè)部件(jiàn),飛輪總成與離合器壓盤一並起到吸(xī)收振動(dòng),儲存能量的作用(yòng)。而薄壁齒圈又是飛輪總成部分的一個關鍵零件,由於(yú)其(qí)壁薄,齒多,直徑大等特點(如圖1所示),能夠(gòu)使飛輪總成的安裝結構緊湊,使用壽命長,在汽車啟動裝置中(zhōng)起到(dào)不可或缺的作用。然而由於這類(lèi)齒輪形狀的特殊(shū)性,環形齒輪齒厚變化較大(dà),外形尺寸變形較為嚴重,導致齒輪的精度和各項指標難(nán)於控製,這樣對傳動係統的(de)精度有直接影響,同(tóng)時對(duì)於精準的測量出(chū)其精度與參數也帶來了(le)很大難度。
在廠家(jiā)大批(pī)量生產的條件下,雖然齒圈通過機械加工可以達到比較高的精(jīng)度,但是由於熱處理(lǐ)等後續加工導致比較大的變形,齒厚(以特定齒輪跨(kuà)棒(bàng)距來衡量)很難保證(zhèng)一致性,以(yǐ)齒輪雙齧測量方式,由於內徑變化比較大、零件受力變形等原(yuán)因導(dǎo)致測(cè)量時其定位難於實現,帶來測量結果變化大。並且缺(quē)少方便快捷的檢測(cè)方法,隻能通過人工逐個檢測每個齒圈的跨棒距來判定(dìng)工件是否合格。這種檢測方法成本高,效率低,耗費大量(liàng)的人工和時間,因此如何能將這類齒輪高精度快速的檢測出來,成為(wéi)了目前要解決的重點。本文所述(shù)自主研(yán)發的自動(dòng)檢測線是吉林(lín)大華機械製造有限公司(sī)所提出的檢測要求進行研製設計的。該自動檢測線(xiàn)測量部分(fèn)針對此類齒(chǐ)圈的定位裝置和裝夾方式特殊設計(jì),配合青青草网站發展公司獨有的標輪徑向偏差修正技術,可以實現對此類齒(chǐ)圈M值,跨棒距,徑向誤(wù)差等多項參(cān)數精(jīng)準快速(sù)的測量。實現了測量速度快,檢(jiǎn)測效率高,快速準確分選,具有多種輔(fǔ)助功能(néng)的高品質的自動檢測線。為生產量大,檢測精度要求較高的客戶提供了新的檢測途徑,比較好的達(dá)到(dào)了(le)客戶的使用要(yào)求,已(yǐ)經成為客戶提升產品質量必不可(kě)少的自(zì)動檢測設(shè)備。
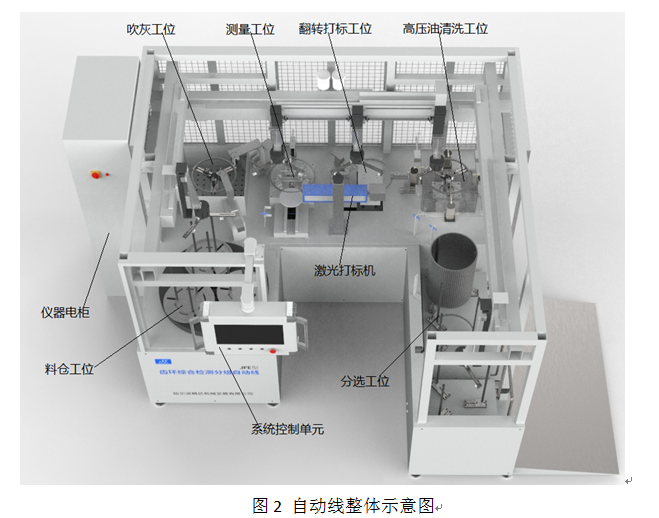
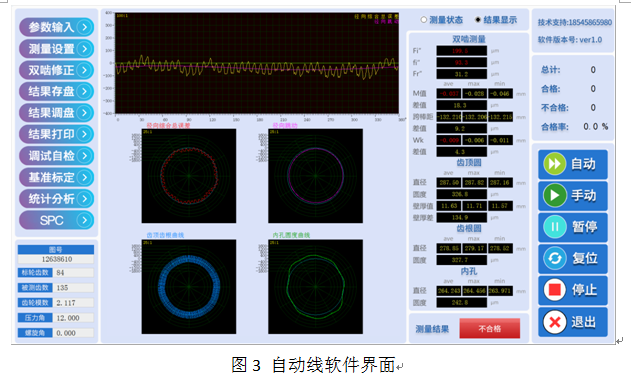
本(běn)文所述用於薄壁圓環類齒圈(quān)檢測自動檢測線,設計為多工位串行工作的方式,能夠實現快速裝夾工件,測量,打標,噴油清(qīng)洗,分選等功能(néng)。該設備集合了計算機(jī)多點控製(zhì),多軸聯動,齒輪雙齧測量,激光(guāng)測量,傳感器判斷,電動,氣動,液壓等多項先進的技術,實現了被測工件自動上下料,零件相關誤差項檢測,方向判斷,翻轉打標,高壓清洗,分(fèn)選等功能。工件從上料到分選出合格(gé)不合格整個過程(chéng)僅(jǐn)需20秒,檢測時間是人工檢測時間的1/5,是三坐(zuò)標檢測時間的1/10,而且(qiě)三坐標與人工隻(zhī)能測量一些外形誤差,無法測量齒輪(lún)的精度誤差,而此台自動線都可以滿足測量要求。圖2為自動線整體結構(gòu)示意圖。針對(duì)該檢測線自主開發相應配套軟件詳情見圖3。
2.自動線工(gōng)作流程
如圖4所示,自動線由料倉工位,吹灰工位(wèi),測(cè)量工位,翻轉打標(biāo)工位,高(gāo)壓(yā)油清洗(xǐ)工位,分選工位等組成。
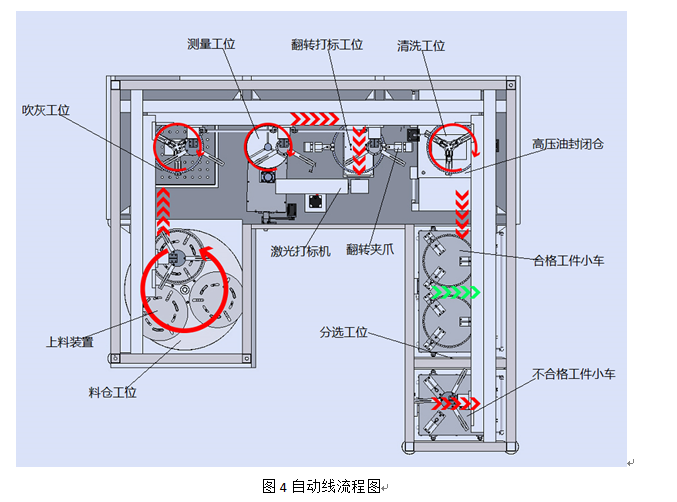
(1)人工將被測齒圈放到圓形料倉上,料倉共3個上料裝(zhuāng)置,料倉下麵裝有旋轉軸係從而實現3個上料裝置的自(zì)動切換,傳感器檢測到上料裝置(zhì)有工件時,升(shēng)降平台帶動托盤上升到一定高度停止,機械手將工件抓取到吹灰工位。
(2)機械手將工件放到吹灰工位後,三爪定位裝置(zhì)帶動工(gōng)件旋轉,同時(shí)四周分(fèn)布的高壓氣槍同時(shí)對工件進行高壓氣吹,把工件的表麵汙物清理幹淨(jìng)達到可檢測標準,被清理出的油汙(wū)灰塵(chén)收集到汙(wū)垢收集(jí)箱中(人工定期清理收集箱)。
(3)工件吹淨後機械手將工件抓取(qǔ)到測量工(gōng)位(wèi),工件就位後被自動快(kuài)速裝夾定位采用雙齧的原理測量出齒輪(lún)的徑向誤差,采用激光測量(liàng)出齒輪的內徑尺寸,齒頂,齒根直徑等誤差(chà),通過(guò)激光照射判斷出齒圈的正反麵。
(4)測量完畢,工件被抓取到翻轉打標工位,如工件(jiàn)方向正確且檢測為(wéi)合格零(líng)件則直接進行(háng)打標;如工件方向為反向且檢(jiǎn)測合格(gé)則翻轉夾爪先進行零件翻轉後再進行打標;如工件檢測不合格無(wú)論工(gōng)件擺放反正都(dōu)不打標,通過不同顏色的噴槍(qiāng)點在工件表麵進(jìn)行標記,這樣很容易(yì)分辨出齒圈哪項參數超差。
(5)標記完的工(gōng)件被抓到清洗工位,不合格工件放到甩幹工位不進行高壓油衝洗甩幹;合格(gé)的工(gōng)件放到工位,倉門閉合,高壓(yā)油進行衝(chōng)洗,衝洗完畢後,工件與三爪定位裝置高速旋轉把工件上殘留(liú)的油甩幹。
所(suǒ)有工序完成機械手根據工件檢測的(de)結果進行分組,分別將工件放置在合格與不合格的小推車上,工件裝滿後儀器提示工人將小車(chē)推走,卸料(liào)更換。
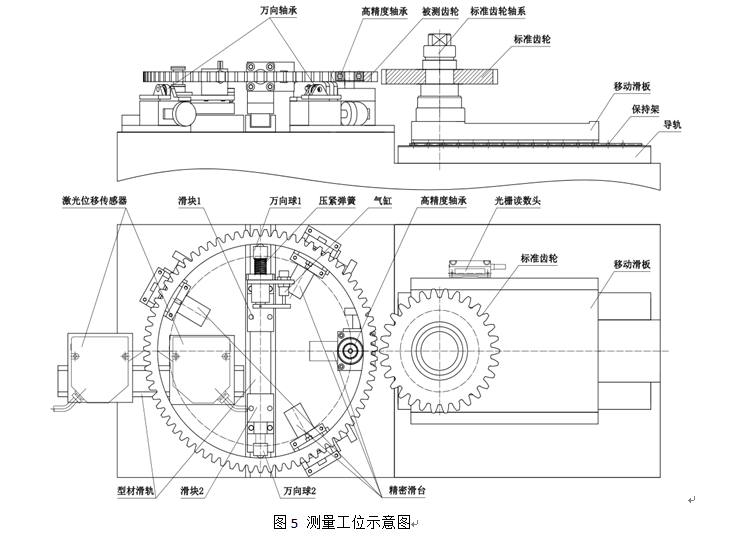
測量工位(wèi)的設計是整個測(cè)量線的關鍵,如圖5所示為測量工位以及工件裝夾結(jié)構示意圖,圖的右半部分采用的是青青草网站發展公司獨有的單滑板(bǎn)雙齧結構,傳統雙齧儀一般都是使用兩層滑板結構(一層移(yí)動滑板用於(yú)齒輪大小調(diào)整,一層浮動滑板用於齒輪(lún)齧合測量)結構比較繁瑣,安裝起來(lái)比較麻(má)煩,而單滑板雙齧結(jié)構化(huà)繁(fán)為簡把兩層滑板融(róng)合到一層滑板使(shǐ)用(yòng),浮(fú)動移動使用一個光柵計數,這樣結構簡單緊湊,便於安裝調整(zhěng),節約成本,該結構更適合應用於自動生產線中。
圖5的左(zuǒ)邊是工件(jiàn)的(de)定位裝夾裝置,在底部的4個精密滑台上有3個滑台(tái)安裝著高精度的萬向軸承(3個萬向軸承的高(gāo)度必須一致),根(gēn)據(jù)被(bèi)測工件的直徑(jìng)大小調整每個精(jīng)密滑(huá)台的位置,用3個萬向軸承支撐著工件表麵(miàn)使工件保持水平,並且能夠(gòu)靈活的旋轉;在另一個滑台(tái)上裝(zhuāng)有高精度軸承,將滑台調整到相應位置鎖緊,當機械手把工件放到測量位置時(shí),標(biāo)輪向前移動與工件齧(niè)合後,繼續向前(qián)直到高精度(dù)軸承將工件擋住,開始齧合測量(liàng)。由於此(cǐ)類薄(báo)壁(bì)環形齒圈在(zài)熱處理時外(wài)形尺寸變形比較嚴重,所以測量時會出(chū)現擺動(dòng)現象,因此(cǐ)在中間安裝了一個型材滑軌和兩個滑塊。滑塊1上安裝了一(yī)個彈性機構,放工件前氣缸通氣將萬向球1向後頂開,工件就位後氣缸鬆開萬向球1通過彈簧的作用緊緊地頂在工件內(nèi)壁(bì)上,滑塊2上的(de)萬向球2則(zé)提前調整到(dào)固定(dìng)位(wèi)置鎖緊,通過萬向球1和2的相互作用將工件撐(chēng)起,固定在中心位置,確保了齧合(hé)測量結果的穩定性。在另一個型材滑軌上(shàng)安裝著兩個(gè)激光位移傳感器。一個安裝在工件內(nèi)部,一個在工件外部(bù)分別測量齒圈的內孔直徑與齒(chǐ)頂圓,齒根圓直徑等(děng)誤差項(xiàng)。
在每個機械結構相(xiàng)互配合下保證了測量結果的穩定性,測量速度快,此(cǐ)結構通(tōng)過多次實驗並與三坐(zuò)標測量結果進行(háng)對比,該結構(gòu)測量齒圈的各項精度重複性在±0.01mm。
傳統的人工檢測方法已經不在適(shì)合產量大,高節拍,高(gāo)精(jīng)度的(de)生產需求。此(cǐ)類薄壁環形齒圈自動檢查線的應用取得良(liáng)好的效果,保證產品的檢查穩定(dìng)性和效率,提升了生產自動(dòng)化程度。隨著工業生產自動化水平的提高,這種(zhǒng)智能一體化設計的檢測線越來越被認可和(hé)需要,而(ér)自動線的關鍵技(jì)術是根據被測工件的特定技術要求設計對應的測量單元,在滿足測量效率的基礎上(shàng)要求測量結果準確,工件定位的穩(wěn)定可靠。該自動測量線的應(yīng)用得到了(le)客戶的認可和好評。提高了檢測效率並降低了客戶的大量成本,成為了現代工業裏控製(zhì)質量的最佳(jiā)檢測(cè)方式之一。
[1]張紅(hóng)梅(méi).齒(chǐ)圈類零件的在線檢測及校正生產線的設計. 哈爾濱青青草网站機械發展有限公司, 2017.
[2]湯潔. 齒輪雙麵(miàn)齧合多維測量理論及技術研究[D].北京工(gōng)業大學(xué), 2009.
 |
|
|
|
|
|
|
